แบบจำลองสายการผลิตอัตโนมัติแบบหลากหลายผลิตภัณฑ์และสามารถคัดแยกของเสียได้
Developing Physical Model for Simulating Automatic Multi-production
|
ความสำคัญและที่มาของปัญหา ในปัจจุบันระบบ Programmable Logic Controller (PLC) นิยมประยุกต์ใช้ในโรงงานอุตสาหกรรมในสายการผลิตแบบอัติโนมัติ เช่น สายการผลิตแบบต่อเนื่องในโรงงานอุตสาหกรรมผลิตชิ้นส่วน อิเล็กทรอนิกส์ เป็นต้น ดังนั้นในหลักสูตรระดับปริญญาตรี สาขาวิชาวิศวกรรมอุตสาหการ ได้เปิดสอนวิชา 206481 ปฏิบัติการวิศวกรรมอุตสาหการ 2 ในภาคการศึกษาต้น และปลาย สำหรับนักศึกษาชั้นปีที่ 4 ภาคปกติและภาคพิเศษ จำนวน 70-80 คนต่อภาคการศึกษา ซึ่งมีปฏิบัติการระบบ Programmable Logic Controller (PLC) 1 และ 2 เป็นส่วนหนึ่งของวิชานี้ วัตถุประสงค์ของโครงงาน
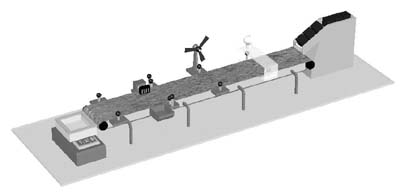
2. ทำให้นักศึกษาได้เห็นการประยุกต์ใช้ระบบ PLC ในอุตสาหกรรมจริง ขอบเขตของโครงงาน สร้างแบบจำลองทางกายภาพเสมือนจริงของระบบการผลิตบนสายพาน ควบคุมด้วยเครื่อง PLC รุ่น PRO15 ของบริษัท OMRON รายละเอียดของแบบจำลองเป็นดังนี้ |
|
|
รายละเอียดของแบบจำลองทางกายภาพมีดังนี้
|
พัชรี โตแก้ว ทองรัตนะ 1 ธีรวัฒน์
ศรีเปารยะ1 ปารเมศ อินสว่าง2 และ ณัฐภูมิ
ก้อนสมบัติ2
1 ภาควิชาวิศวกรรมอุตสาหการ คณะวิศวกรรมศาสตร์ มหาวิทยาลัยเกษตรศาสตร์
2 นิสิตภาควิชาวิศวกรรมอุตสาหการ คณะวิศวกรรมศาสตร์ มหาวิทยาลัยเกษตรศาสตร์